

When you’re looking for the right settings for your Lincoln 140 MIG welder. So that you know where start to get yourself a strong good looking weld.
It’s worth knowing that Lincoln Electric sells the 140 MIG welder under a few brand names.
The Lincoln Weld Pak 140 HD K2514 MIG welder is the same as the:
- Lincoln Pro MIG 140 is the same as the
- Lincoln MIG Pack 140 is also the sale as the
- Lincoln Easy MIG 140.
They are the same welder. Marketed and sold by different Lincoln distribution partners.
Lincoln 140 MIG Welder Settings
You set your welding output voltage on your Lincoln 140 using one of the dials on the front of your welder.

Your Lincoln Electric 140 has a welding output of 30 to 140 Amp in four voltage settings.
The dial on your Lincoln is a tapped dial. With output settings that you can set from A to D.
What does having a tapped dial mean?
It means that when you set your welding voltage output your dial moves with a click. From one setting to the next. That’s what’s meant by a tapped dial.
And you only have those distinct settings.
You can’t set your dial between the dial settings.
For example if setting B wasn’t quite what you wanted. And setting C was just a shade too high. You couldn’t set the Lincoln 140 in the middle of B and C.
The advantage is that this makes the Lincoln 140 easy to use.
And further fine tuning of your welding you do by adjusting the speed your wire feeds out at.
You use the wire feed speed dial on the front to do that.
The other thing for you to bear in mind is that you can’t easily match the Amp output to the dial.
Why does that matter?
You’ll often find resources on the web that say for this gauge of metal and type of metal, set your welder at 60 Amp.
But is that dial setting B or C on your Lincoln 140. Or neither?
That’s where your Lincoln 140 MIG welder settings chart comes in.
And it’s not in the manual.
You’ll find it on your welding decal. On the inside of your Lincoln 140’s cabinet door. It’s your source for your Lincoln’s starting welding output settings.
Lincoln 140 MIG Welder Settings Chart
How do you use the Lincoln 140 MIG welder settings?
Looking at your Lincoln 140 welding chart on the inside of the cabinet door. You’ll find detailed the suggested starting settings A through to D on your output dial for:
- the type of metal your welding (mild steel or Aluminum)
- the thickness of metal you are welding
- the wire Lincoln Electric recommend you use. Whether it’s flux core. Or when you MIG weld using solid wire and shielding gas
- the wire speed for the type of wire you are using on the Lincoln Electric 140.
Unfortunately this chart is not printed in the Lincoln 140 HD manual you get with the welder.
And if you damage the chart on the inside of the cabinet door you may find yourself struggling.
Here you’ve a couple of images taken close enough for you to see the details you need.

This picture is the top of the settings chart. You see it’s divided into three main areas separated by thick dark lines that runs from top to bottom.
The first two columns shown with Blue and Green headings, cover your settings for mild steel.
The Lincoln 140 Settings Chart Blue Column
Your Blue column is for flux core welding (FCAW) mild steel. And Lincoln Electric encourages you to use their NR-211 MP welding wire. Of course you can use any brand of flux core wire you like or prefer. It’s best you use quality welding wire.
The blue column is split into two. And depending on the size of flux core welding wire you’re using:- .030 inch diameter or 0.035 inch diameter. You read down the right column.
The left most column shows you the gauge. Thickness of the metal you’re welding.
When you’re not sure what thickness of metal you’re welding. Think about getting yourself a metal thickness gauge.
That way you can easily measure and be sure of the thickness of the metal you’re welding.
To use your Lincoln 140 settings chart. You run you finger down the left most column to find the metal gauge your welding.
And across the column to the welding process you’re using and the size of wire you have in your Lincoln 140.
You’ll find the wire feed setting written first, followed by the letter of the welding output dial to turn to.
You’ll see that if you have 18 gauge mild steel. And you’re welding with 0.030 inch diameter flux core wire. You start your settings at 1.5 wire feed speed. And your output dial on letter A.
The arrows and oval in the picture below shows you where.
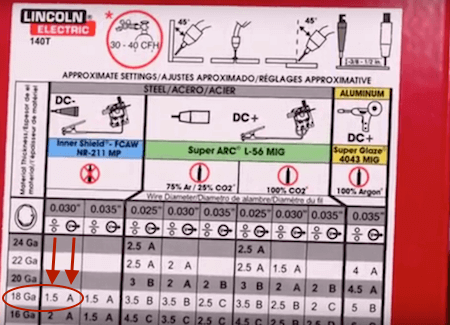
You’ll notice that Lincoln Electric doesn’t recommend your Lincoln 140 for welding 24, 22 or 20 gauge mild steel.
Flux core welding is a hotter process than MIG welding with gas. And you risk blowing straight through those thinner gauges of metal.
The Lincoln 140 Setting Chart Green Column
When you look the middle. You’ll find the green headed column. You’ll find there your mild steel MIG welding with shielding gas settings.
Lincoln Electric recommends you use their Super Arc solid MIG welding wire. Again you can buy and use the quality welding wire you like.
You’ll find the green column splits into two main areas. You’ve your 75% Argon and 25% Carbon Dioxide gas first. This gas is also known as C25.
Beside the C25 column you have your Carbon Dioxide column. For when you want to use 100% Carbon Dioxide gas.
You’ll find settings your solid MIG wire. 0.025 inch diameter, 0.030 inch diameter and 0.035 inch diameter wire.
The chart tells you both your starting wire feed speed. And the letter on the output dial to use.
The Lincoln 140 Setting Chart Yellow Column
The final column on your settings chart are your settings for MIG welding Aluminum.
You’ll need a Magnum 100SG spool gun. You buy this separately from your Lincoln 140.
Lincoln suggest you use their Super Glaze Aluminum MIG wire.
Again you could buy the 0.035 inch diameter Aluminum wire you wanted.
You weld Aluminum with 100% Argon gas.
And just like the other columns you read across for the thickness of Aluminum you’re welding. And down for the wire feed speed and letter you set your Lincoln 140 output dial at.

The above picture shows you the bottom of the Lincoln 140 MIG welder settings chart. It shows you the thickest your Lincoln 140 will weld.
You’ll see you’ll need flux core wire. And you’ll need to weld multiple passes for 1/4 inch and 5/16 inch thick mild steel on your Lincoln 140.
And be sure the flux core wire you’re using in your Lincoln 140 is certified for multiple passes.
That way you stand the best chance of getting a solid clean weld. The Lincoln NR-211 MP flux core wire is multi-pass wire. That’s what the MP in the name stands for.
Again, you could use any quality multi-pass capable wire you choose.
The MIG process with solid wire and shielding gas is not used for 1/4 inch and 5/16 inch mild steel on your Lincoln 140.
And you’ll see your spool gun for MIG welding Aluminum maxes out at 10 gauge thick Aluminum.
Lincoln 140 Setting Polarity On Your MIG Welder
A crucial setting before you start welding is to make sure you have your welding polarity set right.
If you don’t then you’ll have a world of frustration, wondering why your Lincoln 140 won’t weld.
Polarity for Flux Core Welding
Flux core welding needs negative polarity. And this means the electrical current to your MIG gun is the electrically negative.
You swap and set your polarity using threaded nuts under your wire feed drive.
This picture shows you where.

Picture Credit: Lincoln Electric
You connect the power going to your MIG gun to the negative terminal and tighten.
Polarity for MIG Welding
MIG welding with gas needs positive polarity. To MIG weld your MIG gun needs to be electrically positive.
Swap and set the power to your MIG gun to positive polarity. Use the threaded nuts under your wire feed drive. Again the below picture shows you where.

Picture Credit: Lincoln Electric
And here’s a link to the full Lincoln 140 Operators Manuals if you’d like to take a look.
YouTube How to Set Up A Lincoln MIG Welder
In this YouTube video, Lincoln Electric has put together an overview for getting started with your welding.
It is not only a useful introduction to your Lincoln 140, it’s a primer on the basics of welding well.
The video is 21 minutes 41 seconds long and lead you through what you’d like to know.
Start Welding Today With Your Lincoln Electric Welder
Video Credit: Lincoln Electrictv
Last Words
And here are some other things for you to bear in mind when you’re setting up your Lincoln 140 for welding.
Double check that you’re feeding your welding wire through the right sized groove. Your drive roll has different sized grooves. Pick the one for the size of wire you’re using.
Check that your ground clamp is as close to where you’re welding as possible. And that it has a clean connection to metal. When you’re welding you want the best electrical contact for a good strong weld.
When you’re MIG welding and using solid welding wire and shielding gas. Check your gas regulator is set right. Pick a flow rate of between 15 to 20 cubic feet per hour (CFH). When using 75% Argon and 25% CO2 gas.
And remember the Lincoln 140 settings on your chart are your starting point. Slowly turn your wire feed up a little. Or down a little to get it just right for the conditions in your workshop and where you’re welding.
Take the time to practice your welding skills with your Lincoln 140. It’ll pay you dividends in the end.
Related Articles
Lincoln 140 Duty Cycle, What Is It? And What Does It Really Mean?
Lincoln Weld Pak 140 HD, Should You Get One?
