
You’ve a stainless steel exhaust. And a stainless steel part on your boat to repair.
You’re not worried that your stainless exhaust looks good. Cause no one is going to see your weld under there.
But you do want the boat weld to look good. And stay looking good.
And you want both welds to stay sound.
You don’t want them failing with rust.
When all you have in your workshop is a tank of 75/25. Can you MIG weld your stainless steel with it?
You can MIG weld stainless steel with 75/25.
But you risk a weld that rusts. Intergranular Corrosion where the weld breaks down.
A grey, brown look to your weld with none of the shine you’d expect on stainless steel.
Use Tri-Mix Gas. Argon CO2 mixes with less than 4% CO2. Or Argon Oxygen mixes with less than 5% O2 as alternative shielding gases.
Or use stainless steel flux core filler wire made for 75/25 shielding gas.
MIG Weld Stainless Steel With 72/25 Or C25?
Just in case you’re a tiny bit confused because the guy at your local welding supply (LWS) store sold you some C25. And now your buddy says its 75 25.
What’s the difference?
And will it matter when MIG welding your stainless steel?
Relax. Because they are the same gas mix.
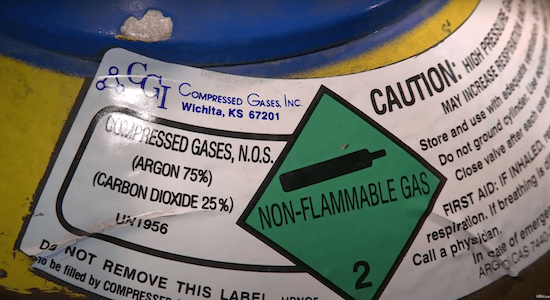
The name C25 is a short hand for the 25% Carbon Dioxide bit. The rest of the gas. The other 75%, is Argon.
75 25 and C25 are both are short hand names. And you can use them instead of saying. ‘75% Argon and 25% Carbon Dioxide please’, at your LWS.
Stainless Steel Is Normally Welded With Tri-Mix Not 75 25, Why?
And MIG welded with stainless steel MIG wire.
If you’re ready to find out about some MIG wire for stainless steel. Follow this link here.
Reason 1 Stainless Steel – Is Steel With Special Features
The clue is in the name.
It resists stains, it doesn’t rust like mild steel.
And your weld has that lovely shiny look that makes stainless steel so attractive.
And it keeps that look without a protective power coat. Or paint over the top.
So what?
That stainless steel boat part that’s exposed to the sea air?
And your stainless steel exhaust that water splashes up on. You want your weld on those parts to stay sound.
And that special feature of stainless steel is exactly what you want when you’ve finished MIG welding.
Reason 2 Tri Mix Protects Your Stainless Steel
Tri Mix gas (90% Helium, 7.5% Argon, 2.5% Carbon Dioxide) protects and shields your weld. While your stainless steel melts in your arc.
And it allows your MIG welder to produce the right kind of electrical arc to weld your stainless steel.
(You’ll find more on this further down this post.)
And when you use Tri Mix along with stainless steel MIG wire. you’ll get a weld that penetrates. Merges your base metal with your stainless steel filler wire. And keep your stainless steel, stainless.
And that means it stays shiny, won’t rust, go brittle and you won’t have your weld fail.
Reason 3 Using Tri Mix On Your Stainless Steel Can Be Cheaper
What!
You say …
Ok, Ok so Tri Mix gas can be expensive.
But it’s cheaper than having to spend the time redoing a failed weld.
When you factor in the time doing the weld. Then it fails and rusts. So, then you have to fix it. Get your stainless steel back to clean metal.
And that means grinding out the bad weld. Right back to good stainless steel. And redoing the whole thing.
That’s assuming there’s no extra costs in time. Or the inconvenience of a failed weld. Or a doing a repair in an are that’s difficult or awkward to get to.
If someone’s life depends on a good strong weld that’ll hold. Use the right shielding gas.
Ok so Tri Mix is the ideal …
But C25 Is All You Have. What Other Gas Can Weld Stainless?

What if you can’t get Tri Mix locally?
Or its too expensive.
Why can’t you use C25 on your stainless steel?
Well a 25% carbon dioxide gas mix has way to much carbon in it.
Carbon in your shielding gas. Messes up the special carbon structure in your stainless steel.
When you want your MIG welded stainless steel sink. Or repaired stainless boat part to stay stainless.
You want to look for low carbon shielding gas mixes. Aim for under 4%. Or no carbon at all in your gas mix.
Your options are;
1. An Argon And Oxygen Gas Mix.
Like a 98% Argon, 2% Oxygen shielding gas mix. You can go with any high Argon gas mix as long as it has less than 5% Oxygen.
2. An Argon And CO2 Gas Mix
Like a 97% Argon and 3% CO2.
Any Argon gas mix you can get with less than 4% CO2 would do.
Does The Size Of My MIG Welder Matter When Welding Stainless Steel?
Yes, it does.
If all you have to weld with is a 110 volt home MIG welder, your options are limited. Because the lack of Amp power in those MIG welders. Means they weld in something called short circuit transfer mode.
And the only shielding gas mix that supports lower Amps is Tri Mix Gas (90% Helium, 7.5% Argon, 2.5% Carbon Dioxide).
It’s the only gas that produces the right kind of electrical arc for stainless steel MIG welding with low Amps.
High Argon shielding gas mixes need your MIG welder to weld in spray transfer mode.
And that means a welder that can produce at least 130 Amp. Some MIG welders can do that on 120 volts. Usually, you’ll need a MIG welder that runs on 220 volts.
It’s worth checking what your MIG welder is capable of. Does it claim to weld stainless steel? With what settings and shielding gas?
And can your MIG welder produce enough Amps to go into spray transfer mode.
If it can then you can MIG repair your stainless steel with an Argon low carbon gas mix.
If you want to learn a bit more about the effect on stainless steel of the short circuit. Versus spray transfer modes.
You can check out the document on the site called ‘MIG Welding Stainless Steel With Pure Argon‘.
Use the Table Of Contents.
And jump down to the section on ‘How Much Power Does My MIG Welder Need To Weld Stainless Steel Well?’
And read on to the section ‘Stainless Steel MIG Welding With High Argon Gas Mixes’.
What Can Happen When You MIG Weld Stainless Steel With Argon And CO2
Want to explore what happens with an Argon and CO2 gas mix?
Quick check.
You’ve got some stainless steel MIG wire right?
Because if all you have is mild steel MIG wire then jump on over to this post on the site.
[Question] Can You Weld Stainless Steel With Normal MIG Wire?
And find out about MIG welding with that.
You’ve your stainless steel MIG wire. But Argon CO2 gas.
The usual trouble with an Argon CO2 mix is the Carbon Dioxide. If the level of CO2 is too high. Like in 75/25.
You can MIG weld and cause something called intergranular corrosion.
Intergranular corrosion is also known as weld decay.
At best your stainless steel will lose its stainless features.
And where you’ve welded will take on a browny color. Not quite what you want on your shiny stainless steel.
And your stainless steel can rust over time.
But worse.
Is when intergranular corrosion happens. Your MIG welded stainless steel will be brittle and break. And you can end up with a failed weld.
Now you see the reason for the name weld decay.
What If You Only Have C25 Gas To MIG Weld Your Stainless With?

And there could be many reasons for that.
1. In your area your local welder supply only sells Tri-Mix in large cylinders. And that’s just too big for you to use, or transport. Never mind the expense.
2. Or they won’t refill a small gas bottle with Tri-Mix. Even if you’ve got an empty bottle in your workshop. Or bought an empty gas bottle on line.
3. It’s just a quick job. And you don’t have to time to go get some Tri-Mix.
You have your 75/25 right there so can you use that?
When You’re Not Bothered About Keeping Your Stainless, Stainless
And you want to weld with 75/25 shielding gas.
Yes, you can do it.
And how well you weld will govern how your weld comes out.
Take a look at this YouTube video from weld.com. The video features Bob Moffat, welding instructor from Cowley College.
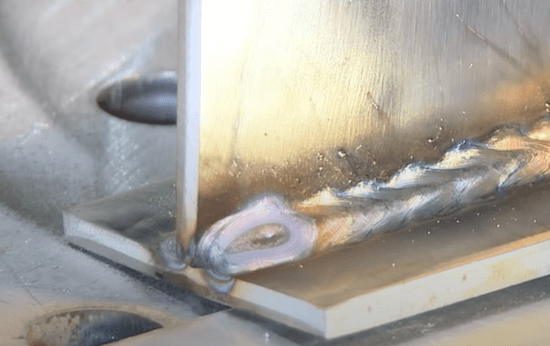
He demonstrates a weld on 1/4 inch 304L stainless steel. He uses .030 inch diameter 308L stainless steel MIG wire.
And he MIG welds stainless with 75/25 shielding gas.
Bob Moffat is as good at welding as they come. But you’ll see from the video that the finished weld looks funny. It’s a grey-ish color. With none of the shine you’d expect of stainless steel.
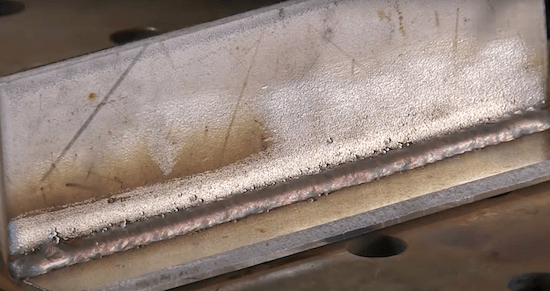
The weld has more spatter on it.
You can take a look at this 8 minute 9 second video and judge for yourself.
MIG Welding Stainless Steel with C25 Gas
Video Credit: Weld.com
The bottom line is … If you’re not too bothered about how your MIG welded stainless looks. And whether your stainless steel gets rusty.
Or how long your weld with hold for.
Then yes you can MIG weld stainless steel with 75/25.
What If You’re Not In A Hurry But Want To Weld Stainless With C25
Then one way is. To get yourself some stainless steel filler wire made for C25 shielding gas.
You’ll find the filler wire for 75 25 gas is flux core wire.
Ugh. Flux core you say.
But wait.
Yes, it’s flux core but it does a good job.
It keeps the features of your stainless steel. Rust resistant, stain resistant and no worries about weld decay.
Your finished weld will look good.
And you can get it in smaller spool sizes when you’ve only got a small amount of stainless steel to weld.
Perfect when you only come across the odd stainless steel welding job to do.
You can look at a post on the site all about flux core stainless steel welding wire at the link below.
What? Stainless Steel Flux Core Welding Wire (Home Welder)
Weld Setting Calculator For MIG Welding Stainless Steel And Gases
You’ll find this page on Miller’s site a good resource.
Miller Welds Weld Setting Calculator
You can dial in the material you’re MIG welding. For example, stainless steel.
And your gauge (thickness) of stainless steel.
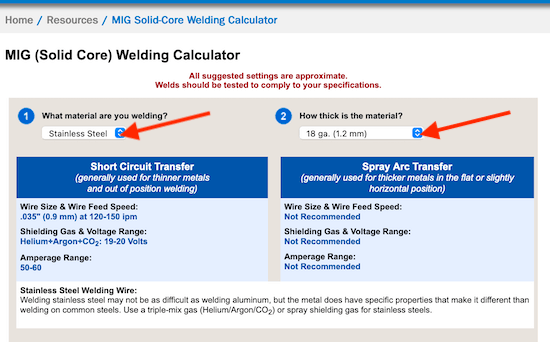
The red arrows in the picture above shows you where.
And you’ll see that for the stainless steel metal gauges:
18 to 12 gauge stainless.
With a short circuit transfer. Your MIG welder needs Tri-Mix shielding gas. You use 0.035″ stainless steel filler wire. And you need a welder that can produce 50 to 130 Amp.
Spray transfer – No high Argon gas mixes are recommended.
3/16th to 5/16ths gauge stainless steel.
With a short circuit capable MIG welder. You use Tri-Mix shielding gas and 0.035″ stainless filler wire.
Spray transfer using a 98% Argon 2% Oxygen shielding gas mix. And you need a MIG welder that produces 160 to 210 Amp.
3/8ths to 1/2″ gauges of stainless steel.
Short circuit transfer mode is not recommended. So don’t use Tri-Mix gas on these sizes of stainless.
Spray transfer using 98% Argon 2% Oxygen. On a MIG welder producing 250 to 325 Amp.
You’ll see you use Tri-Mix on your lighter stainless steel gauges. And spray transfer the thicker your stainless steel gets.
Related Posts
Stainless Steel Flux Core For Gas, Which For That Creamy Weld?
Can You Flux Core Weld Stainless Steel? And Save Time
Stainless Steel MIG Wire, 5 Best And 10 Welding Tips
